- Discover how we are helping Members reduce emissions: Explore the ProjectGHG hub now.
- Join the global DP Community at the IMCA DP Conference in Amsterdam. 21 and 22 May. Book now
- Register your interest for the IMCA Global Summit 2024. 3-4 December, Utrecht, Netherlands.
- Now booking. Underwater Ship Husbandry Seminar. 10 October 2024, Singapore.
Near-miss: Corrosion caused crane boom failure during heavy lifting
A member has reported an incident in which a crane boom failed under load while lifting a 37T load. The incident occurred after the load was taken up by the wire. The operator then attempted to boom up in preparation to swing the load from the jetty to the vessel. Almost immediately on booming up, the operator heard a loud bang and the load dropped approximately 30cm.
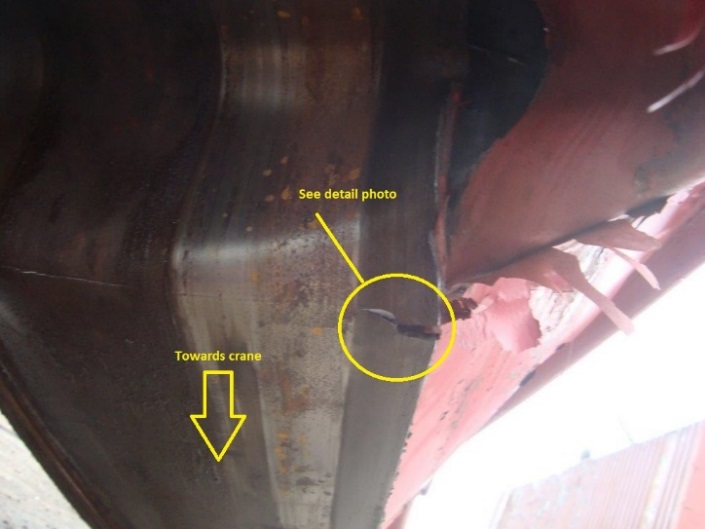
On investigation, it was found that the boom had buckled and cracked. The load was de-rigged safely; there were no injuries, nor was there any secondary damage to the load being lifted, or to the vessel.
The crane boom was disassembled and an investigation was carried out. Our member noted the following:
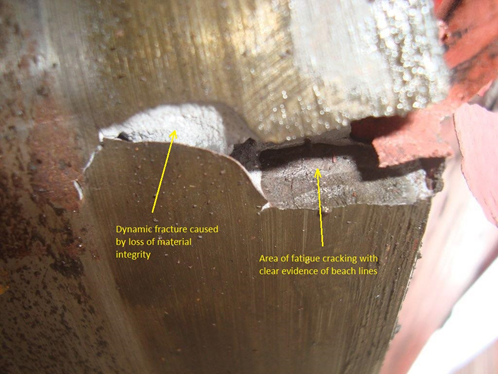
- A large crack along the welded boom section was discovered which appeared to be old fatigue cracking and internal corrosion of the boom which evolved into a catastrophic materials failure;
- The crane had undergone recent testing by a third party, which did not discover the cracking;
- Testing/certification of the crane did not include Non-Destructive Examination (NDE) of critical areas;
- Several management failings were reported but none of these directly contributed to the incident.
The main cause of the incident was found to be material failure.


The lessons learnt were:
- Lifting procedure was good and allowed accommodation of an unforeseen catastrophic failure;
- Because the operator kept the load as low as possible and no one was in the path of the load there were no injuries or damage beyond the crane itself;
- A more thorough NDE planned maintenance/inspection plan should be drawn up for this type of lifting device to include a spot check Magnetic Particle Inspection (MPI) or similar after-load testing of critical stressed areas -perhaps including life span of critical components.
Our member took the following actions:
- Reviewed the crane planned maintenance system;
- Researched capability and cost of NDE to determine an appropriate amount of inspection versus risk.
In this case, to draw members’ attention to failures of equipment in general (13% of all incidents), crane incidents (5% of all incidents), or to incidents including the words ‘boom’ (6 incidents) or ‘corrosion’ (4 incidents) may not add any real value.
The following incident may be of interest:
Safety Event
Published: 7 December 2015
Download: ![]() IMCA SF 21/15
IMCA SF 21/15
IMCA Safety Flashes
Submit a Report
IMCA Safety Flashes summarise key safety matters and incidents, allowing lessons to be more easily learnt for the benefit of all. The effectiveness of the IMCA Safety Flash system depends on Members sharing information and so avoiding repeat incidents. Please consider adding [email protected] to your internal distribution list for safety alerts or manually submitting information on incidents you consider may be relevant. All information is anonymised or sanitised, as appropriate.
IMCA’s store terms and conditions (https://www.imca-int.com/legal-notices/terms/) apply to all downloads from IMCA’s website, including this document.
IMCA makes every effort to ensure the accuracy and reliability of the data contained in the documents it publishes, but IMCA shall not be liable for any guidance and/or recommendation and/or statement herein contained. The information contained in this document does not fulfil or replace any individual’s or Member's legal, regulatory or other duties or obligations in respect of their operations. Individuals and Members remain solely responsible for the safe, lawful and proper conduct of their operations.