- Discover how we are helping Members reduce emissions: Explore the ProjectGHG hub now.
- Join the global DP Community at the IMCA DP Conference in Amsterdam. 21 and 22 May. Book now
- Register your interest for the IMCA Global Summit 2024. 3-4 December, Utrecht, Netherlands.
- Now booking. Underwater Ship Husbandry Seminar. 10 October 2024, Singapore.
Fire in incinerator exhaust gas manifold
What happened?
During burning of sludge in the vessel incinerator, there was a high exhaust gas temperature alarm. Smoke appeared from the incinerator exhaust gas manifold, followed by a fire inside the exhaust pipe.
19:34: the alarm sounded, and the crew mustered. The vessel course was altered to prevent the spread of smoke. Boundary cooling of the funnel was started; the fire team entered the incinerator room with extinguishers to fight the fire but were unable to extinguish it.
19:41: the fire team left the incinerator room and sealed the door. Minutes later, the sprinkler system for the incinerator room was activated.
20:01: the fire extinguished and the sprinkler system was stopped.
Smoke and high temperatures remained for over an hour; boundary cooling continued until the situation was stabilized at around 21:00. A fire watch was maintained until midnight. There were no injuries but there was some damage to the equipment in the incinerator room.

The incinerator was only used for burning sludge, at a temperature somewhere between 810-850°C. For some reason the flame extinguished.
Detailed Sequence of Cause of Fire
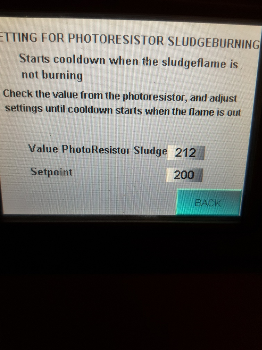
- A set point value on a control resistor was set too low, such that the equipment was not able to detect that the flame had failed, and so kept pumping sludge into the combustion chamber;
- The temperature dropped slowly to below 810°C; at that point the automatic diesel burner triggered and started its cycle – the burner ignited and started burning fuel;
- This re-ignited the hot sludge already in the combustion chamber and caused a ‘fireball’ inside the exhaust pipe;
- This in turn caused the exhaust temperature to rise, which triggered a high exhaust gas temperature alarm;
- This stopped the sludge system from pumping more sludge into the incinerator, and the system should then have started to cool down;
- However, since there was an accumulation of sludge left inside the combustion chamber, the sludge just kept on burning and the temperature continued to rise;
- After five minutes, the emergency stop button was activated and this cut the power to the incinerator, and all fans stopped;
- There was still sludge left inside the burning chamber floor, which continued to burn unassisted;
- Since the flue gas fan was not running, the exhaust started going out through ventilation holes on the incinerator and this triggered the smoke detectors inside the incinerator room.
What went wrong?
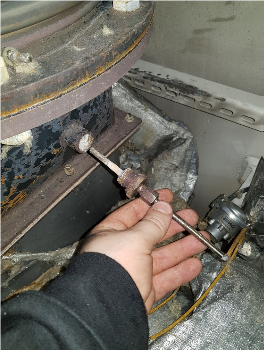
- It was discovered afterwards that a set point value on a control resistor was set too low, such that the equipment was not able to detect a flame failure;
- The exhaust sensor had been tampered with.
What lessons were learned?
Have a full, detailed and comprehensive understanding of what happens to incinerators and other similar equipment when the EMERGENCY STOP button is pressed, and/or when power fails and restarts. This applies not only to incinerators but to all complex machines. Ensure that incinerator flame failure devices are tested as part of the vessels’ planned maintenance system.
Members may wish to refer to the following three incidents, none of which are fires. Two have as a cause, lack of understanding of the technicalities of how certain equipment works. In the third, a serious incident arose from poor understanding of the consequences of a power outage.
- US Coast Guard Safety Alert 07/17 – COâ‚‚ hazards [USCG noted: “As a result of…poor understanding of, and communication of, the hazards involved, the safety of crew members…was placed at risk”]
- LTI as a result of load dropped from lifting magnet [causes: insufficient technical understanding, undocumented “common practices” in use by experienced crew that were not completely understood by all]
- Failure of pipe handling system causes injuries and fatalities [cause: as a consequence of a power outage, a complex system behaved in an unplanned and poorly understood way]
Safety Event
Published: 12 August 2019
Download: ![]() IMCA SF 19/19
IMCA SF 19/19
IMCA Safety Flashes
Submit a Report
IMCA Safety Flashes summarise key safety matters and incidents, allowing lessons to be more easily learnt for the benefit of all. The effectiveness of the IMCA Safety Flash system depends on Members sharing information and so avoiding repeat incidents. Please consider adding [email protected] to your internal distribution list for safety alerts or manually submitting information on incidents you consider may be relevant. All information is anonymised or sanitised, as appropriate.
IMCA’s store terms and conditions (https://www.imca-int.com/legal-notices/terms/) apply to all downloads from IMCA’s website, including this document.
IMCA makes every effort to ensure the accuracy and reliability of the data contained in the documents it publishes, but IMCA shall not be liable for any guidance and/or recommendation and/or statement herein contained. The information contained in this document does not fulfil or replace any individual’s or Member's legal, regulatory or other duties or obligations in respect of their operations. Individuals and Members remain solely responsible for the safe, lawful and proper conduct of their operations.